���ڣ�2023/2/7 Click��478
��(sh��)��܇���Cе������Ό��a(ch��n)Ʒ�M�мӹ���?
��(sh��)��܇���Cе����Ҫ�Ǒ����ڔ�(sh��)��܇���������㲿���ļӹ�����܇���Cе�ֵľ��w����ԭ������������(sh��)��܇���Cе���c��(sh��)��܇����Y���������(sh��)��܇���Cе�ֿ��Ԍ��F(xi��n)���й�ˇ�^�̵Ĺ����Ԅ�ץȡ����������������ϡ��b�������������λ���D(zhu��n)��������D(zhu��n)��ӹ�����������܉�O��Ĺ�(ji��)ʡ�˹��ɱ������������a(ch��n)Ч������e�m���ڴ����������С���㲿���ļӹ�����������܇׃�����X݆��������S���ס��x܇�P������ٛ_���Y�����ȡ���������ͷ���һ��(sh��)��܇���Cе������Ό��a(ch��n)Ʒ�M�мӹ���?
������(sh��)��܇���Cе������Ό��a(ch��n)Ʒ�M�мӹ���?
�������ֺͰ���
������(sh��)��܇���Cе�ִּӹ����ŕrЧ̎����Ŀ���Ǟ���������(n��i)�����������ӹ����ȵ�Ӱ푡����ڌ�܉��Ҫ����Ĵ�������������û�����������l�Б��ӟ����������l�Б��ӟ������l�Б��ӟ���r���������������׃���^�������������ĥ����܉��֮ǰ�M������������ù��l늽��|���r����������׃�κ�С�����һ��ɰ�����ĥ����܉��֮���M������
�������ն�λ���ʵ��x��ԭ�t��������ڴּӹ��A����������һ���Ԍ�܉�涨λ�b�A�����������������ӹ���ƽ�档Ȼ���ٷ��D(zhu��n)�Ե�ƽ��鶨λ��������ӹ���܉�漰����һЩ��Ҫ���档����������r��������ڴּӹ��A���������Ҳ�ɲ����ȼӹ���܉����(�@�r���Ԍ�܉�汾���ֻ���)����Ȼ���ټӹ���ƽ��Ĺ�ˇ��������@�ӣ�����܉��ּӹ�����l(f��)�F(xi��n)�����a�ȵ�ȱ��(��ɰ�����������Ϳs�ɵ�)�r�������������^�m(x��)�ӹ����Ķ������˼ӹ����漰����һЩ��Ҫ�����������I(y��)�r�g�����M�������
����2.�ӹ��A�εĄ���
����܇���Cе��܇�������Y���ϵ��@�����c�DŽ��Բ������������׃����������܉�ľ���Ҫ���ָߡ��ڴּӹ����г��������ٺ��������(n��i)���������·ֲ�ʹ����׃�������Ķ�Ӱ푌�܉��ļӹ�������������ڰ��Ź�ˇ�r������������־��ӹ����_�M�С�����ɸ�����Ĵּӹ��������ɸ�����İ뾫�ӹ��;��ӹ�������Ҫ���挧܉��ľ��ӹ�Ҫ����*���M���������@���������܉��ļӹ����ȾͲ����ܵ���������ļӹ����(n��i)�������·ֲ���Ӱ�������
����3.�rЧ̎��
���������Y�����^���s�����T��r���������s�ٶȲ�һ������������տs��������a(ch��n)����(n��i)����������ȫ����s֮���(n��i)�������r̎��ƽ���B(t��i)�������������ӹ���ë��������ȥһ�ӽ��ٺ�������(n��i)���������·ֲ���������ɴ���׃��������Ķ�Ӱ�����ļӹ����ȡ���˹�ˇ�ϱ���O������������*С�̶��������
�����rЧ̎����������(n��i)��������Ҫ�ֶ��������*���õķ����ЃɷN��
����(1)��Ȼ�rЧ
�������T����Ȼ�ط���������ׂ�������������������(j��ng)���L��͚��׃����Ӱ푣�ʹ��(n��i)������u��ʧ���������Ȼ�rЧ���a(ch��n)�����L�������ռ����e���^���������
����(2)�˹��rЧ
�������T��ƽ���ط��ں���ϣ����ܾ����ܟ���������100��~500��/h���ٶȼӟᵽ550��15�棬����6~8С�r���������300��/h���ٶȽ��͵�350����S�t��s����
����һ�㾫�ȵęC�������ڴּӹ�֮���������(j��ng)�^һ���˹��rЧ̎����������������^�ߵļ�������Ҫ��ęC���������谲�Ńɴ��˹��rЧ̎����������T�����ּӹ����˹��rЧ���뾫�ӹ����˹��rЧ�����ӹ�����
����Ŀǰ����(n��i)�����ڲ���ز�����ӕrЧ������(n��i)������������@�N����������(n��i)������ԭ���ǣ����������ι̵ع̶��ڙC�w���������ʹ��a(ch��n)����������������ڹ����l���±��ܵ���ѭ�h(hu��n)�d�ɵ������������m(x��)һ�Εr�g��������ٱ�a(ch��n)���˾ֲ����^����׃�������������ͽ����˽��ك�(n��i)���đ�����
������ӕrЧ���гɱ����������(ji��)�s��Դ��������O�了����������ڲ��������a(ch��n)�ʸߵ����c�������Π���s�Ĵ��͙C�w�����ֻҪ��ʮ��犵�̎���Ϳ�������(n��i)�����������@�N�������Á�̎���T�����������Ӻ����ȷ������@�õĺ�ɫ�����������Ҳ��������ɫ��������������
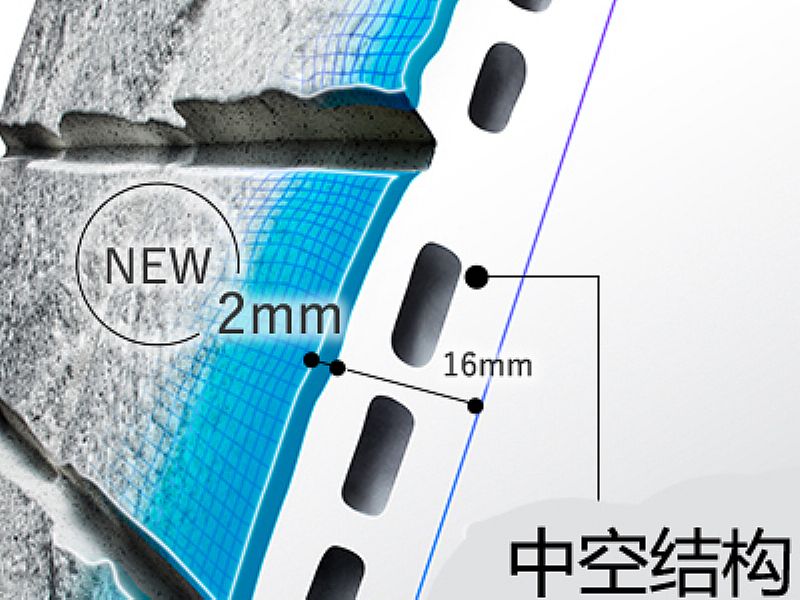
����4.��܉����
����������ߌ�܉���Ӳ�Ⱥ���ĥ�������T�F��܉���M�б��������������Ҋ�ı������У�������������l�Б��ӟ����������l�Б��ӟ��������������l�Б��ӟ�����l늽��|������
�����������Dz���������Ȳ������ӟጧ܉���棬��Ч��Ӳ��ȿ��_2~4mm������@�N�����ӟ���e���������ضȲ����ƣ���܉׃���^���������������M��ĥ���ӹ���
�������l�Б��ӟ����l����70~500kHz֮�g��������Ч��Ӳ��Ȟ�1~2mm������|(zh��)����(w��n)��������a(ch��n)��Ҳ�^�ߣ����O���^���s���������l�Б��ӟ����l���� 500~1OOOHz֮�g����Ч��Ӳ��Ȟ�1~3Mm����������ă�(y��u)�c�ǣ��l(f��)늙C�M�\�пɿ���������S�������ס���������ٙC����܉������������l�Б��ӟ���������������l�Б��ӟ����l�ʞ�20~4okHz���������Ч��Ӳ��ȱȸ��l�Б��ӟ��������������݆���ֲ������a�˸��l�Б��ӟ�������������l�Б��ӟ�����������r��Ч��Ӳ��ȷֲ�������ȱ�����
�������l늽��|������ñ�����в����y���~݆��һ�����ٶ�(1.5~3M/min)�ڌ�܉�����Ƅӡ���(j��ng)�^׃�����ĵ�늉������(U��3V��I=600A)ͨ�^�~݆�c��܉��Ľ��|̎�����a(ch��n)���ஔ��ğ������ʹ��܉��ֲ��ӟᵽ��׃�ضȣ��S���~݆�����_�������ӟ����Ѹ����s�γ���Ч��Ӳ��ȼs0.2~0.4mm��Ӳ���l�y�����������ͨ�^��׃����Ĵ�С���~݆���Ƅ��ٶȁ��{(di��o)��(ji��)�ӟ�ضȺ���Ч��Ӳ���������
�����@�N�����ă�(y��u)�c�ǣ���܉׃��С���O�了������������������������ȱ�c�����a(ch��n)�ʵ�������
���������Y
������(sh��)��܇���Cе����Ҫ���ɹ��I(y��)�Cе����������Ԅ��R�eϵ�y(t��ng)���Ԅӆ����b���������ԄӰ��\ϵ�y(t��ng)����߅�O��M�ɣ�ͨ�^ϵ�y(t��ng)������������Ԍ��F(xi��n)���_܇����������ӹ���Ԫ���������ˮ�������Լӹ���Ԫ�ęC�ӹ��Ԅӻ�����������ж�λ�ʴ_�����������(ji��)�Ŀ��{(di��o)�������������g�����������܃�(y��u)�����\��ƽ��(w��n)�ɿ��������S��������c��
�����ڇ���(n��i)�ęCе�ӹ������Ŀǰ�ܶ��ʹ�Ì��C���˹��M��܇�������ϵķ�ʽ������@�ڮa(ch��n)Ʒ���^��һ���a(ch��n)�ܲ��ߵ���r���Ƿdz����m�����������S��������M���Ͱl(f��)չ�������Ƽ��������M�����a(ch��n)Ʒ����?li��n)Q���ӿ�������ʹ�Ì��C���˹��M��܇�������Ͼͱ�¶���˺ܶ�IJ�������c��һ���挣�Cռ����e��Y�����s�����S���������������Ԅӻ���ˮ�������a(ch��n)��������һ���棬�������Բ����������y���m������ӿ��׃����������ڮa(ch��n)Ʒ�Y�����{(di��o)�������������������ʹ���˹�����Ʉڄӏ��ȵ�������������a(ch��n)�������¹������Ч��Ҳ���^���£���ʹ���˹������ϵĮa(ch��n)Ʒ�|(zh��)���ķ�(w��n)���Բ�����������ܝM����������a(ch��n)�����������
����ʹ�Ô�(sh��)��܇���Cе�־Ϳ��Խ�Q���ϵĆ��}������˹�Ԅӻ��Cе��ϵ�y(t��ng)���кܸߵ�Ч�ʺͮa(ch��n)Ʒ�|(zh��)����(w��n)����������������^���ҿɿ��Ը���������Y�����θ����ھS�o�����ԝM�㲻ͬ�Na(ch��n)Ʒ���������Ñ���f�����������M�Юa(ch��n)Ʒ�Y�����{(di��o)���͔U��a(ch��n)�����������ҿ��Դ�ͮa(ch��n)�I(y��)���˵Ąڄӏ��ȡ�